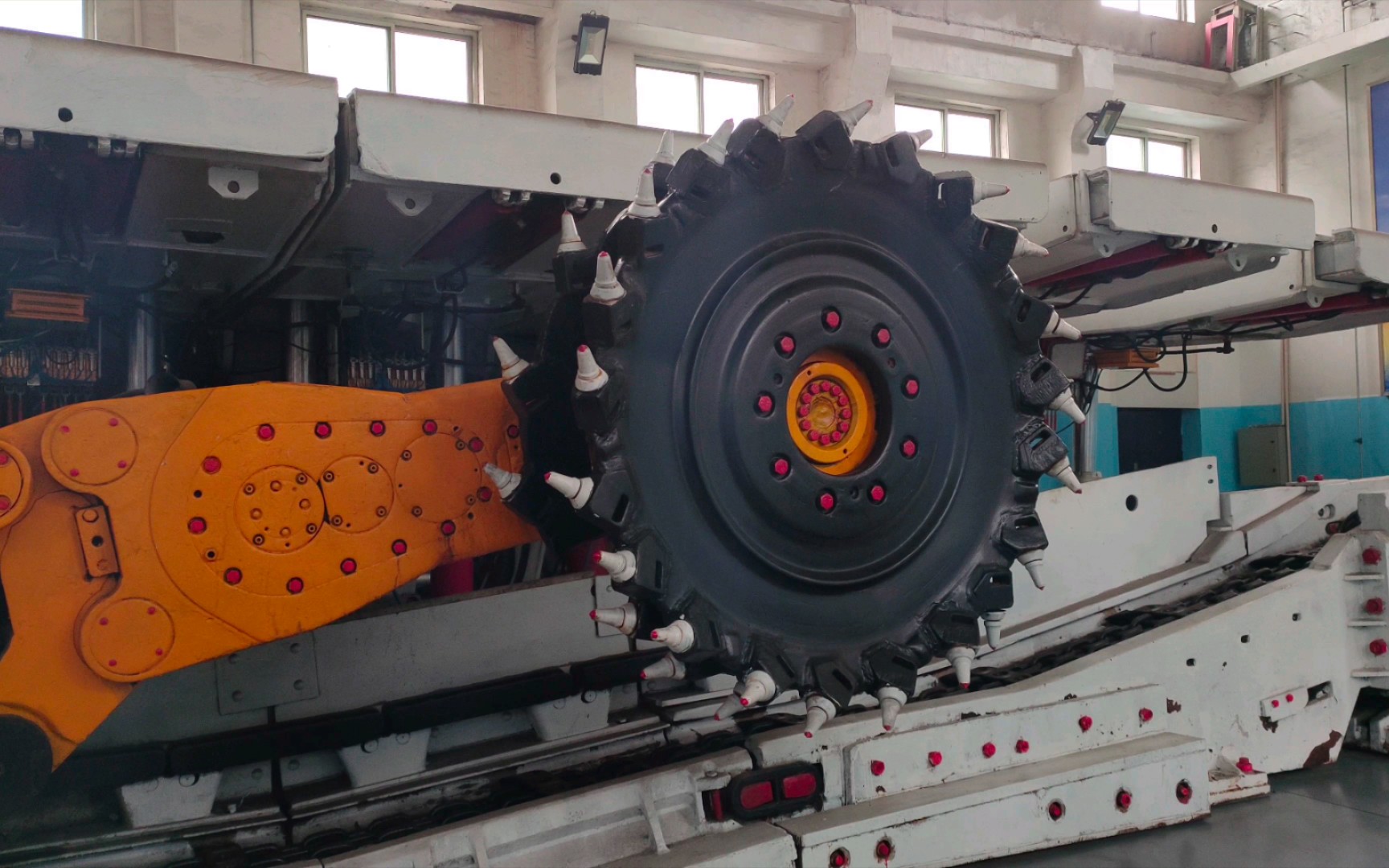

1.全面对各部件进行清洗、检套,除锈,对变形结构件进行整形附焊、個。
2.更换损坏叶片、全部截齿座。按原设计角度更换全部截齿座。加固螺旋叶片,更换
耐磨块 ,恢复原设计尺寸。
3.采煤机滚筒进行补焊,开焊的加以更新焊接,齿座变形的、
内孔变旷的、松动的加以更换,叶片有水道开焊,修复到喷雾要求,喷嘴的丝孔要求
达到正常使用标准 ,叶片的加固区用堆焊方法加固,堆焊不少于 5mm,更换的齿座与出
厂的角度相同。
4.更换所有叶片加强板,更换端盘、叶片尾部耐磨块,更换磨损的喷嘴系统。
5.所有裂纹全部拋开、补焊,焊接要求采用混合气体保护焊焊
接工艺,确保齿座、叶片、端盘、筒体之间的焊接强度,将筒体受磨损部位用耐磨焊
丝堆焊至原来厚度.
6.所有配合件、连接件仔细检测、并加注防腐防护。